
全國服務熱線:0533-4681337
全國服務熱線:0533-4681337

淄博錦岳機械制造有限公司
地址:中國山東省淄博市博山區白塔鎮萬山工業園
電話:0533-4681337
傳真:0533-4262333
郵箱:sunda007@163.com
網址 :omese.cn
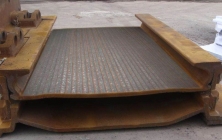
堆焊耐磨復合板工藝有兩種明弧與埋弧,焊接時看得見電弧光的焊接方法叫明弧焊。如焊條電弧焊、氬弧焊、二保焊。堆焊耐磨復合板明弧焊的焊接種類不同,其獲得的焊接質量、生產效率、勞動強度也各不相同

適用于單面焊雙面成形,尤其適用于薄板焊接。由于氬氣保護可隔絕空氣中的氧氣、氮氣、氫氣等,減少合金元素的燒損,焊縫致密性好,無飛濺、熱影響區窄,焊件應力、變形、裂紋傾向小焊接質量高;電弧燃燒穩定熱量集中,熱影響區窄,生產效率低;在勞動條件方面由于氬弧焊電流密度大,發出的光比較強烈所產生的輻射是普通電弧焊的5—30倍,在焊接時產生的臭氧含量也較高,對人體傷害較大。二保焊焊接具有焊接速度快,是手工電弧焊生產效率的1—5倍;焊縫質量高焊縫抗裂性好,熱量集中應力較小,適用于低碳鋼、低合金高強度鋼、大型鋼結構焊接;勞動條件不好,焊接飛濺及焊接煙塵較大。
堆焊耐磨復合板埋弧焊工藝(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的方法。是當今生產效率較高的機械化焊接方法之一,其固有的一、焊接質量穩定:熔渣隔絕空氣的保護效果好,焊縫金屬雜質較少,焊接參數可以通過自動調節保持穩定,對焊工技術水平要求不高,焊縫成份穩定,機械性能比較好;二、焊接生產率高:主要體現在兩個方面,1、焊絲導電長度縮短,電流和電流密度提高,熔池熔深和焊絲熔敷效率都大大提高(一般不開坡口單面一次熔深可達20mm),可使用較大電流,是手工電弧焊(明弧焊)大5—10倍;2、由于焊劑和熔渣的隔熱作用,電弧上基本沒有熱的輻射散失,飛濺也少,雖然用于熔化焊劑的熱量損耗有所增大,但總的熱效率仍然大大增加;三、勞動條件好等優點:除了減輕手工焊接操作的勞動強度外,它沒有弧光輻射及焊接煙塵很少。埋弧焊不適于焊接薄板和特殊金屬,適用于批量較大,較厚較長的直線及較大直徑的環形焊縫的焊接,使其成為壓力容器、管段制造、箱型梁柱、鍋爐、造船等重要鋼結構制作中的主要焊接方法。
堆焊耐磨復合板工藝就明弧焊和埋弧焊相比較:埋弧焊的焊縫質量好,生產效率更高,勞動條件也相對比較好,生產設備比較復雜 適合黑金屬的平焊和角焊位置長焊道焊接,有一定的局限性;明弧焊就舉例的焊接方法而言焊接設備簡便,適合全位置焊接,操作靈活簡便,所焊接金屬范圍比較廣泛,勞動條件相比較對焊工有一定的危害。
相關文章:堆焊耐磨復合板工藝處理







 淘寶旺旺
淘寶旺旺

