
全國服務熱線:0533-4681337
全國服務熱線:0533-4681337

淄博錦岳機械制造有限公司
地址:中國山東省淄博市博山區白塔鎮萬山工業園
電話:0533-4681337
傳真:0533-4262333
郵箱:sunda007@163.com
網址 :omese.cn
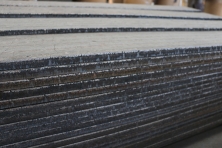
在工程機械的產品設計過程中,承載噸位與自身重量是一對矛盾體,為了降低自重,設計人員更青瞇于選擇高強,甚至超耐磨復合板板,在結構設計方面,則采用薄厚板對接的形式,上述連個方面均對焊接提出了新的挑戰。

鋼鐵冶金技術的不斷進步使耐磨復合板實現了潔凈化、細晶化和力學性能上的強韌化,這就要求在焊接過程中與之匹配的焊接材料也必須實現潔凈化和強韌化,否則接頭性能將不能與母材匹配,進而成為焊接接頭的薄弱部位。焊接材料的潔凈化與鋼板潔凈化的含義是相對應的,要求S、P、N、H、O元素的含量應盡可能低,而在強韌性方面,對于強度在400MPa左右的調質鋼,只要通過調整焊縫組織使其獲得細小的針狀鐵素體即可獲得理想的強韌性;
而強度≥800MPa的耐磨復合板,要實現焊縫金屬與母材的強韌性匹配較為困難,一般強度等匹配的情況下,焊接接頭韌性儲備往往不夠,在進行耐磨復合板焊接工藝評定試驗時,接頭的強度和伸長率都是合格的,主要是韌性不足引起脆斷,以起重機產品為例,目前國內所采用的鋼板強度級別已突破1100MPa,而可批量生產投入使用的焊絲強度等級別在1000MPa左右,這一局限下,耐磨復合板激光焊接工藝則顯示出其無可比擬的優勢。
該技術摒棄傳統的依托焊接材料過渡合金元素這一復雜過程,采用連續或脈沖激光束作為熱源直接熔化待焊母材,其冶金過程類似于電子束焊,能量轉換機制通過“激光束小孔”結構來完成,熔融金屬填充小孔形成焊縫,激光焊接具有焊接熔深大、熱影響區小、焊接速度快等優點,但是激光焊接設備造價高,對工件拼點間隙要求嚴格。國外工程機械企業已開始進行這一技術的研究,并取得了階段性的進展。
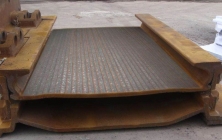
降低自重的另一手段是將焊縫設計為薄厚板對接的形式,關鍵受力處采用厚板,而受力較小、僅是起到增強剛性的部位盡量使用薄板。
但這對焊接技術提出了更高的要求,在保證焊透的情況下,薄板一側變形量要明顯大于厚板,焊縫量側板厚不同也不利于焊后調平,而對于這種焊接結構較為有效的解決方法是對待接頭進行預先反變形,該方法需要精確的掌握不同板厚的焊接變形量,如果反變形量預留得當,可以基本消除焊后變形。
本文來源:omese.cn






 淘寶旺旺
淘寶旺旺

